
Rek-O-Kut Model V: Repair and 50 Hz Conversion

As with the vast majority of disk recording lathes of US manufacture, this 1956 Rek-O-Kut Model V was configured to spin at the correct speeds when powered by 50 Hz mains. One of our customers imported it from the USA and wanted to run it at 230 VAC/50 Hz European mains power. We have encountered this situation countless times by now. We recently also described how we converted a Presto MRC16 to 50 Hz operation by making new rubber rollers to different dimensions, while some years back, we developed the first version of Type 191, a stable electronic frequency converter for professional disk mastering lathes, which are often impractical or costly to convert by other means (Lyrec direct-drive motor on Neumann lathes, belt driven Scully lathes, gear-driven Fairchild systems, etc).

However, this Rek-O-Kut came with original rubber rollers in excellent condition and the Type 191 would probably be overkill for a Model V, so we decided to machine a new capstan instead.

Before starting, we plugged the motor in to the 110 VAC/60 Hz supply in our lab, to measure the basic parameters (we have our own clean audio-grade power generation system and as we often supply customers in the USA, we run both 50 and 60 Hz systems), and the first problem appeared: It wouldn't even spin! With a bit of convincing, it started up, but would not hold synchronous speed and dropped out. Tried a new capacitor, but the problem was still there.
Apparently, someone had previously opened it up and messed up the reassembly. This explains the low price our customer paid for this lathe. So, we had to spend some time aligning everything properly so the magnetic circuit could work as intended. A thorough clean-up and lubrication with our Type 1201 oil and it soon ran like new!

So, back to the capstan. Rek-O-Kut lathes have these resin-type material capstans, this particular one being a bit rough. It is a press-fit on the motor shaft, so it needs a custom capstan extractor setup to remove it without damaging anything.


Turning a custom drift pin on the lathe was the first step. This will bear against the motor shaft, while a special puller plate assembly pulls on the old capstan.


Fortunately, this was a light interference fit, so it came off easily.



Next step is to take some proper measurements of the shaft, at different points along its length.
The new capstan was designed based on shaft diameter and required value of external diameter so that the linear velocity is the same at 50 Hz as it was at 60 Hz with the old capstan.


The material of choice for the new capstan was a brass alloy which lends itself to a good surface finish and dimensional accuracy (once the heat generated during machining is factored in and compensated for), while being durable in service for the particular application.
We like making things that will last longer than us!


For the level of accuracy required, the use of a quality 4-jaw chuck is called for, since the stock diameter exceeds the collet capacity of the super-precision headstock spindle. The stock is dialed in and center-drilled.

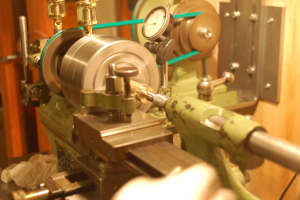
The tailstock with a special custom-made precision center is moved in for maintaining rigidity and the turning begins, stopping at regular intervals to measure our progress. The desired dimension was achieved to better than 0.00003" accuracy and attention shifted to the accurate dimensioning of the center hole for the calculated interference fit on the motor shaft, without causing distortion or altering the external diameter, which would affect the speed accuracy of the platter.


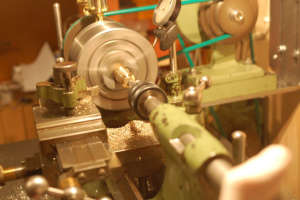
Adding some finishing touches (it might as well also look good after all this effort) and eventually cutting off the completed capstan to clean the chip and cutting oil and carefully inspect.




You can also see the little trick Mr Agnew likes to use when cutting off precision parts with a center hole as a feature, to prevent any spoiling of the work and finish by impact, if the part would be allowed to just drop.
The finished 50 Hz capstan is now ready!




Comparing with the old 60 Hz capstan, the difference in external diameter is clearly visible. The synchronous AC motor spins slower at 50 Hz, so the capstan must be bigger to ensure the exact same linear velocity for the friction drive system to work as intended.



Time to press the new capstan onto the motor shaft.



Worked exactly as calculated. The engineering background certainly comes in handy for such projects, as things get done right the first time, with no unpleasant surprises.
But we are still far from being ready.
First of all, the original capacitor is no longer of the appropriate value, since the motor is now being operated at a different voltage and frequency. The new value was theoretically calculated and the nearest practical value selected and tested on our motor test rig, to ensure correct operation.
But wait, what do you mean different voltage...?
Well, you obviously cannot run this motor at 230 VAC, but what many people do not fully appreciate is that you cannot run it at 115 VAC either, at 50 Hz, as it would overheat. The approximate voltage value for most 60 Hz motors to run at 50 Hz has been implemented in our Type 1760 step-down transformers, but we prefer, whenever possible, to actually test the particular motor on our test rig and find the exact value. Then we can make a custom Type 1760 transformer for this particular motor, for best results.
What is the difference?
Well, lower noise, less vibration and lower operating temperature, which means better performance of the lathe and longer service life.

Stay tuned for more work on the Rek-O-Kut Model V and a complete restoration and 50 Hz conversion on a Presto 75A lathe!