Repairing a Westrex 2B cutter head
Some time ago we were asked to repair a vintage Westrex 2B feedback cutter head.
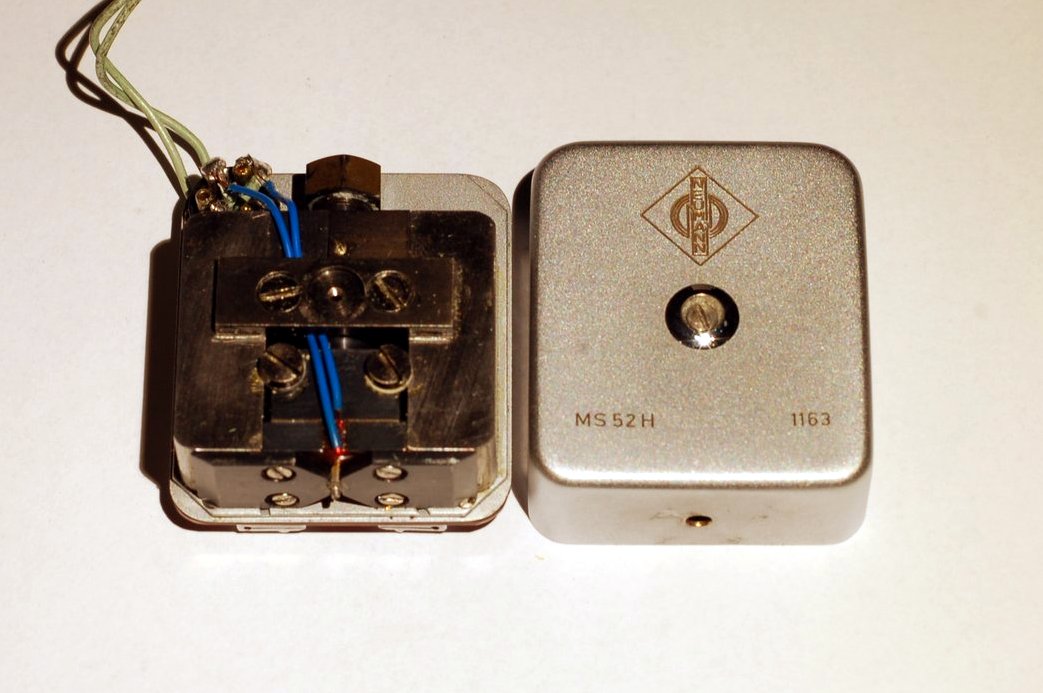
As with all Western Electric and Westrex products, their cutter heads were beautifully made and represented the state of the art in their time. Not only did they sound great, they also looked aesthetically pleasing, with curved lines that were not a trivial task to manufacture, in the days before CNC machine tools, CAD software and pocket calculators!
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}